株洲未铼新材料科技有限公司
手机:13873382990 (段总)
手机:15773363955 (段先生)
电话:0731-22160654
邮箱:sales@rheniumcn.com
传真:0731-22160654
地址:湖南省株洲市天元区泰山路 街道天台金谷(02)栋103号厂房
网址:www.rheniumcn.com
电阻焊具有可靠性高、效率高、成本低等优点,目前在大部分汽车车身的焊接中使用率高达90%以上。这篇文章将介绍电阻焊的主要优缺点。
优点:
1) 焊接质量好。电阻焊加热时容间短、热量集中,故热影响区小,变形与应力也小,通常在焊后不必安排校正和热处理工序。
2) 焊接成本低。电阻焊不需要焊丝、焊条等填充金属,以及氧、乙炔、氩等焊接材料。
3) 劳动条件较好。电阻焊接相对操作简单,易于实现机械化和自动化,改善了劳动条件。
4) 生产效率高,适合大批量生产。电阻焊过程中无噪声及有害气体,在大批量生产中,可以和其他制造工序一起编到组装线上。但闪光对焊因有火花喷溅,需要隔离。
5) 冶金过程简单。熔核形成时,始终被塑性环包围,熔化金属与空气隔绝,因而冶金过程较为简单。
缺点:
1)目前还缺乏实用可靠的无损检测方法。焊接质量只通过工艺试样和工件的破坏性试验检查,以及各种监控技术来保证。
2)焊接的厚度、形状和接头形式受到一定程度的限制。点、缝焊的搭接接头不仅增加了构件的重量,且因在两板间熔核周围形成夹角,致使接头的抗拉强度和疲劳强度均较低。
3)设备维护成本较高。设备功率大,机械化、自动化程度较高,因而设备成本高、维修较困难,对维修人技术要求较高。
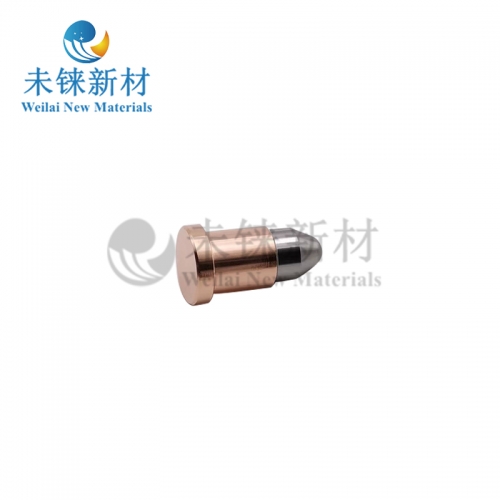
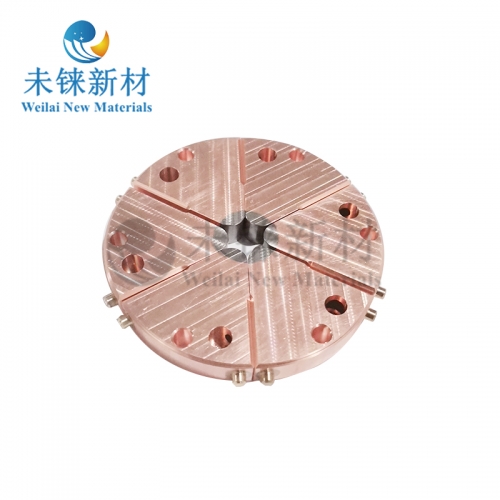
株洲未铼新材自主生产的镶嵌式电阻焊接电极,选用优质的钨合金作为电极端部,内部结构致密、无空洞等缺陷。杆部采用紫铜或者铬锆铜,保持高导电,高散热的特性。通过独有工艺实现钨与铜的无缝结合,大大提高产品性能。可根据客户需求定制,欢迎致电咨询。


未铼新材生产的电阻焊电极产品