株洲未铼新材料科技有限公司
手机:13873382990 (段总)
手机:15773363955 (段先生)
电话:0731-22160654
邮箱:sales@rheniumcn.com
传真:0731-22160654
地址:湖南省株洲市天元区泰山路 街道天台金谷(02)栋103号厂房
网址:www.rheniumcn.com
电阻焊接的主要原理是焦耳加热定律,其中产生的热量取决于四个因素。这些因素包括金属的电阻,施加的电流,施加电流的时间,以及通过传导和辐射所产生的热损失。
为了使这一原理发挥最佳作用,有几个因素会影响电阻焊接的结果,例如:
这是电阻焊接中最关键的元素。焊接电流加大时,会导致焊接熔核的尺寸成比例地增长。然而,电流过大将导致放电过度,损坏电极。
在电阻焊接中,产生的热量与焊接时间直接相关。如果要增加焊接时间,一定要使用大电流增加熔核的大小,直到与接触面积的电极相似的程度。在焊接过程中,一定要避免延长焊接时间,减少电极被损坏或粘在工件上的风险。

要压紧焊接区域的工件,使电流顺畅流动,焊接压力是必不可少的。一旦开始焊接,电流通过,那么过低的焊接压力会导致放电,而接触电阻过大,工件快速发热,也是导致放电的原因之一。另一方面,焊接压力较大,接触面积也会变大,从而导致接触电阻和电流密度变低,最终导致热量减少,焊接熔核变小。
在电阻焊接中,接触电阻一般随温度的升高而减小,随压力的增加而成比例地减小。众所周知,所有金属的表面都很粗糙,因此,焊接应力的增加会导致接触压力的提高。由于金属的粗糙表面变形,接触压力增加后就会导致界面总接触面积增加,从而导致界面处接触电阻的减小,因此减少了热产生,熔核的尺寸也变小。

电阻焊接动力学是指所有材料在温度变化时发生变化的特性。焊接材料的电阻率和导热系数会影响热的产生和传递。铜和银等金属有着较低得电阻率和较高的导热率,在使用这类金属进行焊接时会产生很少的热量,而由于产生的热量低,要想利用电阻焊接结合这类材料是极其困难的。
表面涂层有两种作用:一是能够防止内部受到腐蚀,二是能够作为进一步对表面进行处理的基材。当需要处理的材料组合十分复杂时,材料表面覆上一层涂层能够使焊接面上的热量分布均匀,从而使得焊接更加有效。
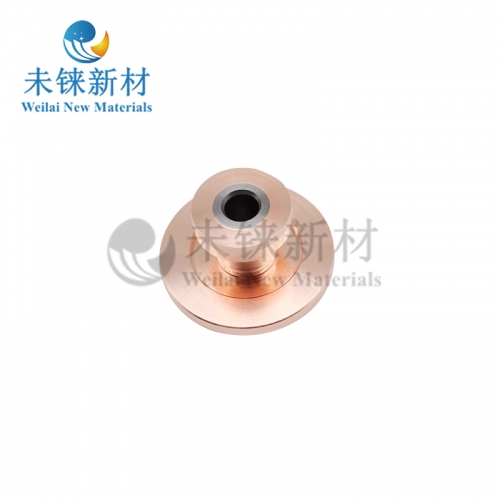
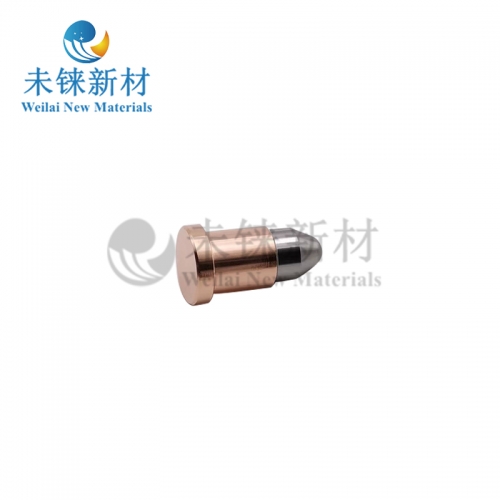
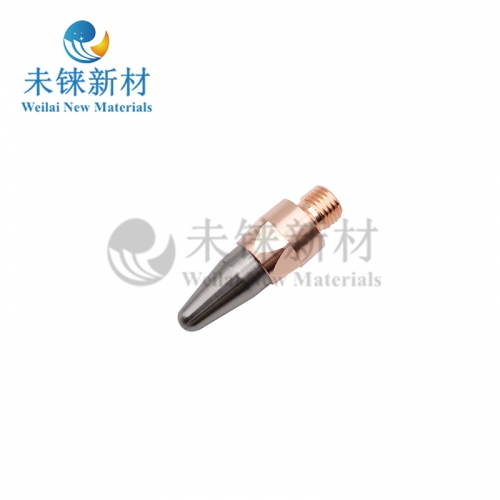
焊接和电流密度会受到电极的形状和工件的尺寸的影响。

株洲未铼专业生产各种电阻焊电极(钨镶嵌电极,钼镶嵌电极,钨焊头,钼焊头等)和电极所需的原材料如纯钨,纯钼,钨铜,钨合金等。棒材和板材可用于成品加工。如果需要成品,来图即可生产。