株洲未铼新材料科技有限公司
手机:13873382990 (段总)
手机:15773363955 (段先生)
电话:0731-22160654
邮箱:sales@rheniumcn.com
传真:0731-22160654
地址:湖南省株洲市天元区泰山路 街道天台金谷(02)栋103号厂房
网址:www.rheniumcn.com
如果您对电阻焊接电极感兴趣的话,来看看这篇文章吧。在本文中,您将了解到什么是电极、电极的类型等内容。那么,您还在等什么?让我们开始吧。
焊机需要通过电极产生电流来进行电弧焊。在焊接过程中,当电极尖端靠母材材时,电流便会从电极尖端传导至母材。焊接电极的主要用途是产生电弧。电极可以是带正电的阳极,也可以是带负电的阴极。
基本上,根据工艺的不同,有两种类型的电极:
熔化电极的熔点较低。这类型的焊接电极往往应用于熔化极氩弧焊中。一般来说,熔化电极的材质是软钢和镍钢等材料,而且在使用过程中要定期更换熔化电极。这种电极的唯一缺点是它们不会大量运用于工业生产中。但与此相对应的,这种电极使用起来很容易,并且很容易维护。
熔化电极分为:
1) 裸电极:裸电极上没有任何涂层,主要用于不需要涂层电极的应用。
2) 涂层电极:根据涂覆系数可以大致分为三类。(涂覆系数是电极直径与芯线直径之比)
① 轻涂电极,涂覆系数为1.25。涂在电极上的轻涂层有助于去除氧化物和磷等杂质。轻涂层也有助于提高电弧稳定性。
② 中等涂层电极,涂覆系数为1.45。
③ 厚涂层电极,涂覆系数在1.6 - 2.2之间。厚涂层电极分为三种类型:纤维素涂层电极,矿物涂层电极,以及纤维素涂层和矿物涂层电极。
这些类型的电极也被称为难熔电极。非熔化电极又分为两类:
1) 碳或石墨电极:它由碳和石墨组成,主要用于切割和电弧焊。
2) 钨电极:基本上是由钨组成的,是一种非填充金属电极。
顾名思义,非熔化电极在整个焊接过程中不会被消耗掉,或者可以更恰当地说,它们在焊接过程中不会熔化。但实际上,由于在焊接过程中发生的汽化和氧化过程,电极的长度还是会有一点减少。非熔化电极熔点高,不能填补工件的间隙。由于碳的熔点(3350摄氏度)和钨的熔点(3422摄氏度)极高,所以非熔化电极一般由纯钨、石墨或涂有铜的碳等材料制成。非熔化电极往往用于钨极惰性气体焊(TIG)和碳极电弧焊。
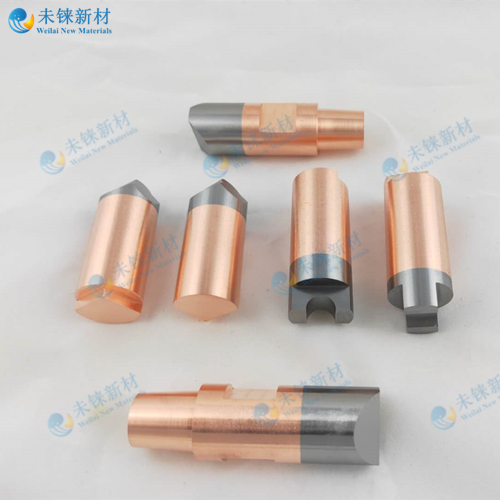
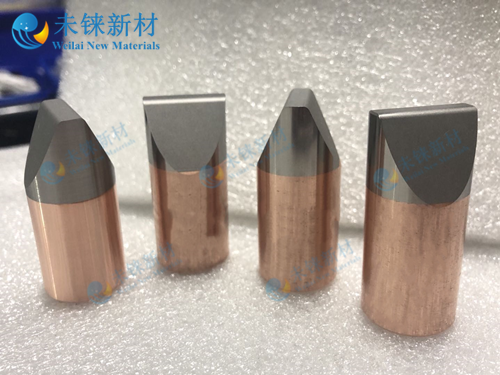
株洲未铼专业生产各种钨电极,钼电极,复合型电极。复合型电极包括镶钨电极,镶钼电极,背铸电极等。产品使用性能好,寿命更长。